Pharma Packaging

PFM offers pharmaceutical manufacturers a complete range of flexible packaging solutions designed to ensure product protection, process reliability and consistent sealing performance. Easy to integrate into controlled production environments, PFM machines enable precise handling and high quality packaging.
Example of pharmaceutical products:

Blistered Tablets & capsules
Pharmaceutical tablets are sealed in blister packs and overwrapped in flow pack for added protection and tamper evidence.
PFM flow-wrap solutions ensure hermetic sealing, controlled handling and full pack integrity, protecting blistered pills from contamination, moisture and mechanical stress during storage and distribution.

Injectable vials & ampoules
Glass or plastic bottles, vials and apoules require secure, tamper-evident packaging and full contamination control.
PFM flowpack solutions with high-resistance films and hermetic sealing ensure product protection and pack integrity. Robotic handling systems minimize contact and stress on containers, guaranteeing safe and controlled primary packaging.

Medical kits & devices
Medical kits, cannulas, syringes and sterile gauze require protective primary packaging with validated sterile barriers and consistent sealing performance. PFM flow-wrap and pouch systems with medical-grade laminates, hermetic or peelable seals and integrated robotic pick-and-place handling ensure contamination control, product protection and reliable medical packaging.
Advanced flexible packaging for the pharmaceutical industry
Pharmaceutical packaging requires strict control of hygiene, sterility and product protection. Medical devices, powders, liquids and diagnostic components must be protected from moisture, contamination and mechanical damage while ensuring precise dosing and tamper evidence. Packaging systems must also operate with high accuracy and repeatability within regulated production environments.
PFM packaging technologies address these requirements through high integrity sealing systems, vision assisted automation and compatibility with medical grade barrier materials. Integrated robotic handling and controlled packaging processes ensure product safety, traceability and consistent packaging quality across a wide range of pharmaceutical applications.

High Integrity Hermetic Sealing
Advanced sealing technologies ensure airtight and tamper evident packages that protect pharmaceutical products from moisture, air and external contamination.

Vision Assisted Quality Control Systems
Integrated vision systems and robotic solutions monitor product positioning and package integrity during production, improving accuracy and reducing rejects.

Clean and Hygienic Machine Design
PFM machines are suitable for controlled environments, with accessible structures that support cleaning procedures and compliance with pharmaceutical hygiene standards.

Precision Dosing and Handling
Integrated dosing systems and automated feeders ensure accurate filling and controlled handling of powders, medical components and delicate devices.

High Barrier Flexible Packaging Compatibility
Machines process medical grade laminates that protect products from light, oxygen and humidity, helping maintain stability and product efficacy.

Flexible Packaging Formats for Pharma Applications
PFM solutions produce pillow packs and stand up pouches suitable for medical devices, diagnostic products, supplements and sterile components.
Example of Packs

Dedicated Machines
-

Azimuth EVO
The PFM AZIMUTH EVO is a full-servo vertical form fill seal wrapper that produces pillow pack bags and Steelo Bags (block bottom with 4 side sealed corners) starting from a flat reel of heat-sealable packaging material.
-

Azimuth EVO Inclined Version
The PFM AZIMUTH EVO Inclined is a full-servo vertical form fill seal wrapper that produces pillow pack bags and Steelo Bags (block bottom with 4 side sealed corners) it is designed for fragile and delicate products requiring controlled handling during vertical packaging.
-

Bora
Full servo horizontal wrapping machine to make pillow-pack bags from a flat reel of wrapping material.
-

Falcon
The PFM Falcon is a horizontal flow wrapper able to produce bags sealed on three sides from an open roll of hot or cold sealable material.
-

Levante
The PFM Levante is a high-speed horizontal flow wrapper designed to produce pillow-pack bags from an open roll of hot or cold sealable material, combining speed, control and reliability for continuous, high-performance production.
-

Mistral BA
A flow-wrap packaging machine which produces packs sealed on three sides from a roll of heat-sealable packaging film, the Mistral is designed for high-speed MAP packaging.
-

Mistral BB
Designed for high-speed MAP packaging, Mistral combines packaging speed with hermetic sealing.
-

Pearl
Full servo horizontal pillow-pack wrapper to obtain pillow-pack style packs from a flat reel of heat/cold sealable wrapping material.
-

R 700/800
The R700 is a vertical form fill and seal packaging machine for the production of bags sealed on three sides, such as pillow-bags, as well as block bottom bags and/or block bottom bags with 4 corner seals.
-
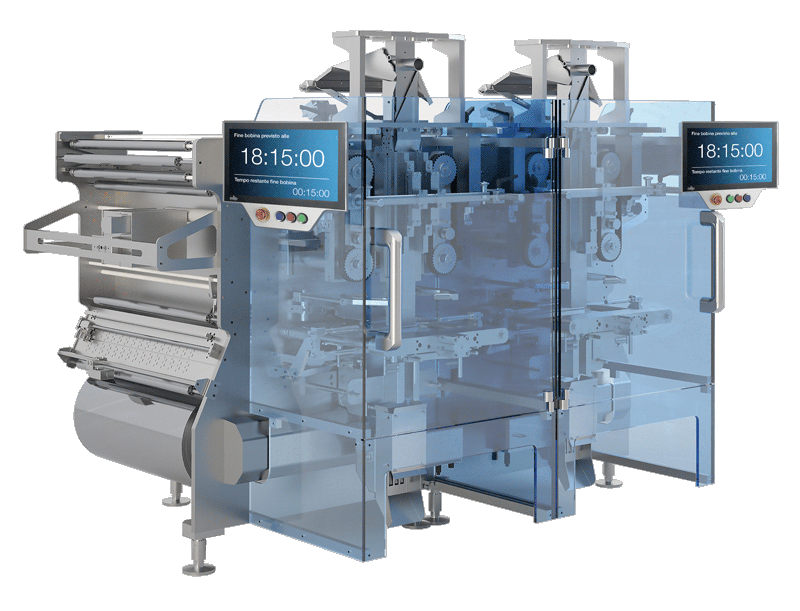
R 700/800 Twin
The R700 TWIN is a vertical form fill and seal packaging machine for the production of bags sealed on three sides, such as pillow-bags, as well as block bottom bags and/or block bottom bags with 4 corner seals.
-

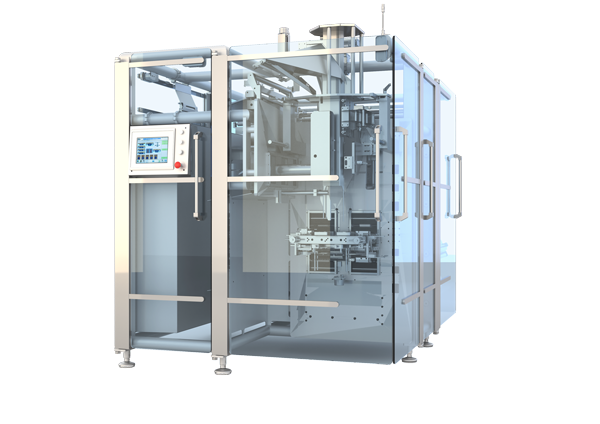
RC 700/800
RC700 is a vertical form fill and seal packaging machine for the production of bags such as pillow-bag, square bottom and Steelo-bag (squared bottom with 4 side seals).
-

RQ 700/800
Intermittent, Single-reel Vertical Form Fill Seal with removable sealing unit.
-
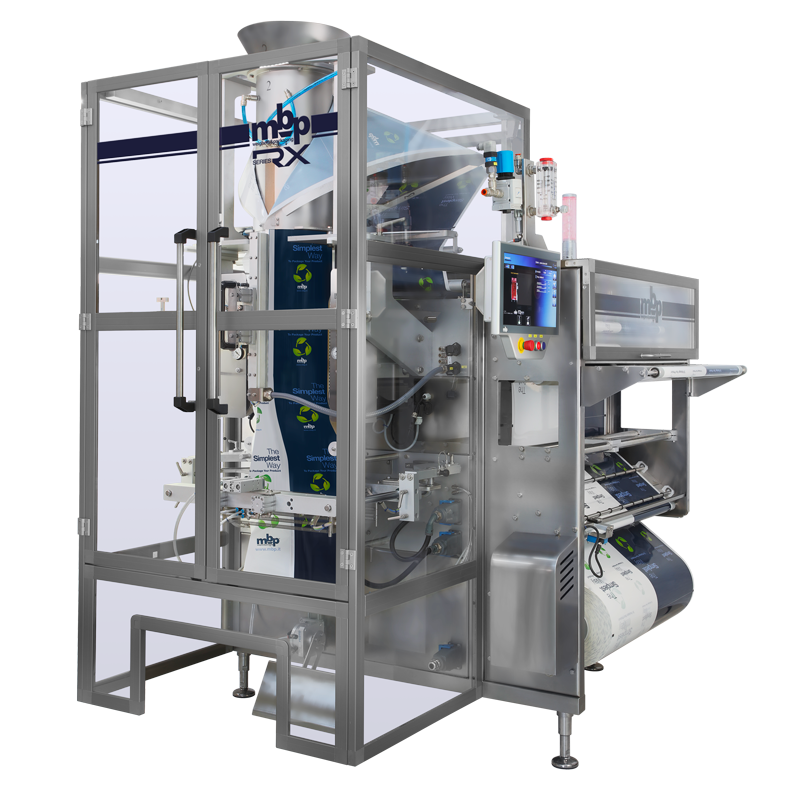
RX 800
RX800 is the entry-level VFFS machine of the MBP R range, representing the synthesis of operational simplicity, high productivity and very low running costs.
-

Scirocco
Scirocco is a flow-pack servo assisted horizontal wrapping machine for producing wraps hermetically sealed on three sides from a reel of heat-sealed wrapping material.
-
Solaris Evo
The Solaris EVO is th high speed continuous motion vertical form fill and seal wrapper that produces 3-side sealed pillow-bags, block-bottom and Steelo- bags, doy-style bags also with zip and eurohole.
-

Tornado LD
The Tornado LD is a horizontal flowrapping machine that produces up to 100 packs/min with hermetic seals from a flat reel of heat seal wrapping material.
-

Zenith
The PFM ZENITH is a vertical form fill seal machine designed for granular products (chips/crisps, candies and many others), combining dosing systems and wrapping into a stable and easy-to-manage process.
-

Zephyr
High speed wrapper designed with cantilevered main frame and vertical plate for complete separation product/drive elements to run on multi-shift operations.